
Among global leaders in conveyor accessories, Martin Engineering (Martin) is dedicated to conveyor safety by educating the bulk handling industry on the hazards of conveyor fires. With the Foundations™ Learning Center, the largest comprehensive free conveyor training archive on the web, Martin experts give detailed insight into the causes and prevention of deadly fires. This article, written in collaboration with the authors of Foundations™ for Conveyor Safety, gives an overview of how to improve workplace safety.
Causes of Belt Fires
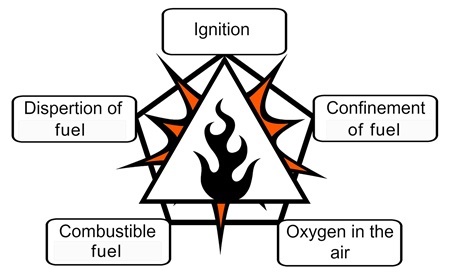
To create a fire there must be three elements: oxygen, heat and fuel (aka, “the fire triangle”). One factor that makes conveyor fires so hazardous is that the belt itself can be the fuel. According to a study of belt fires conducted by National Institute for Occupational Safety and Health (NIOSH),[1]any of the standard neoprene, PVC, chloroprene and BELT-approved SBR belts can ignite. Although some belts were self-extinguishing, the conclusion is that there is no non-flammable belt, particularly when accompanied by a combustible material. [2]
Possible Ignition Sources
Friction Dust / Material / Chemical Mechanical / Maintenance
· Frictional heating of belts riding on non-rotating components
· Heat from brake friction
· Belt rubbing on structure · Combustible dust
· Out of control high-temperature processes where bulk material temperature exceeds belt capability · Slip of a belt on a pulley
· Cutting and Welding
· Mistracking
· Bearing seal failure leading to seized bearings
· Spillage of combustible bulk materials
· Accumulations of bulk materials that can spontaneously ignite · Excessive temperature of the drive
· Hot surfaces
· Flammable liquids
· Sparks and electrical causes
Friction
Inadequate belt cleaning in the discharge zone can lead to dust and carryback on the return side of the belt, causing a fouled tail pulley to run under a stalled belt, which creates tremendous heat.

Dust emissions of any kind (combustible or noncombustible) originating from the loading or discharge zones have a tendency to foul rolling components, leading to failure of the seals and then contamination in the bearings and eventually causing the roller to seize. A rolling component can also stall if impact or cargo weight causes the bearings to collapse. Continuous frictional contact with a seized idler or the roller face can cause a loaded belt to exceed safe operational temperatures. It can also potentially result in extreme wear on the belt, degrading the main fire-retardant layer and exposing the heat-sensitive materials found in the belt’s inner construction.
Controlling Fugitive Material
Fugitive material control and regular cleaning of spillage are imperative. Without proper belt cleaning, chute sealing and belt tracking, spillage that collects around the loading/discharge areas and along the belt path can damage moving components, restrict access by fire crews and potentially act as fuel.
Dust control is extremely important when handling combustible substances, and it is recommended -- instead of just taking into account the fire triangle -- operators consider the “Dust Explosion Pentagon.” Examples of highly combustible materials include:
· Coal – Carbon-based, highly flammable material that burns at high heat, with dust that is easily ignited by a spark.
· Petroleum coke (petcoke) – Carbon-rich derivative of oil processing, used as a coal alternative for power generation, among other applications. In dense concentrations, the dust is combustible with a high-energy spark.
· Cellulose – A naturally occurring polymer found in wood, paper and grains; dust readily ignites.
Significant amounts of dust can collect on the walls of the loading zone chute. If a foreign metal object is accidentally introduced into the enclosed area, a spark can potentially create an explosion. Additionally, common maintenance within the chute such as removal of the wear liner using a cutting torch often requires confined space entry by workers. If the inside of the chute is not adequately cleaned, this task could pose a serious hazard.
Think Like an Inspector
When examining conveyor equipment, one should approach the task with the same critical mindset as an inspector from OSHA, MSHA or the local fire department. Safety professionals recommend a holistic view of the system and the combustibility of the material. When making a conveyor fire risk assessment, also consider:
· Spillage levels and cleaning schedules.
· The conveyor’s proximity to workstations.
· How the conveyor design (enclosures, narrow walkways, etc.) could create a hazard for employees.
· Safe storage of flammable liquids.
· Compliant signage.
Considerations for Conveyor Fire Prevention
Often, the potential return on investment (ROI) for prevention equipment isn’t recognized until managers are inspecting burnt rubble and negotiating with insurance adjusters. However, safety-minded operators understand that the same equipment they would implement for increased efficiency such as belt cleaners and impact cradles, can also help prevent fires.
· Impact cradles and support cradles help reduce fugitive material by providing a flat, stable belt surface that facilitates effective sealing.
· Transfer chute design is a critical element of fugitive material control, with sufficient settling zones and confinement. New raised chute designs also allow for external wear liners that eliminate the need for confined space entry or torch removal. When paired with improved skirt seal designs, fugitive spillage and dust emissions are drastically reduced.
· Modernbelt trackers detect mis-tracking and correct the belt path immediately using troughed idlers or gripping return idlers.
· A heavy-duty belt cleaner system featuring modern primary and secondary cleaners with an effective tensioner increases the volume of discharge and limits the amount of carryback and fugitive dust. Along with limiting spillage, tail pulley health is improved and there is less fouling of rolling components.
Conclusion
Operators should regularly contain airborne dust at transfer points and remove accumulation. Damaged rollers must be replaced promptly. Conveyor belt alignment is also an essential prerequisite to belt safety. Consider using flame-resistant grease and other lubricants. Fire detection and suppression systems must be tested in accordance to regulatory standards. Experience has shown that clean conveyor systems and ongoing maintenance form the best defense against fire.
References
[1] Rowland III, J.H. and Smith, A.C. “Flammability of wider conveyor belts using large-scale fire tests”. National Institute for Occupational Safety and Health (NIOSH), Pittsburgh, PA. 2010. https://www.cdc.gov/niosh/mining/UserFiles/works/pdfs/fowcbu.pdf
[2] Fernández, Marta; Rodriguez, Ángel. “Early Detection and Fighting of Fires in Conveyor Belt.” Edaffic. Publications Office of the European Union, EUR 25364. Luxembourg, 2013. https://publications.europa.eu/en/publication-detail/-/publication/2684b552-3658-446e-aa0f-030ff7b98e6c/language-en






 EVO impresses with a feed capacity of up to 350 t/h in natural stone and recycling")


