
Impact resistance in rubber conveyor belting is required in applications where large, heavy objects fall onto a moving conveyor. For conveyor systems operating in these applications to be effective and profitable, the conveyor belt must deflect and absorb the shock load without damaging the belt cover (top rubber layer) or belt carcass (reinforcement fabric layers or plies). Premature damage to either will undoubtedly wreak costly havoc on the conveyor system's performance, efficiency, and longevity, notably reducing the bottom line.
Traditionally, methods for achieving impact resistance involve belt carcass reinforcements with modified fabric and fabric weaves. Although effective for deflecting impacts, this protection can come at the cost of lower belt properties elsewhere due to fabric design limitations. Alternatively, a new technology involves conveyor belting designed with a rubber absorption layer that dissipates impact force across the whole width of the belt to boost longevity and uptime.
Differences Between Impact Resistance and Puncture Resistance
Understanding the nature of belt failure from material impact is critical. Was the failure due to a lack of impact resistance or puncture resistance? The ability to comprehend and identify the correct belt property requirements for specific conveyor applications directly correlates to optimal system performance and positive financial results.
Impacts are blunt forces that unleash energy the belt and conveyor system need to absorb and dissipate to avoid damage. Thus, impact resistance is built into the design of the belt construction to provide the belt with the ability to absorb the impact force. The conveyor system may also have modifications to protect itself and the belt from impacts. If successful, the belt continues to operate without a cut or gouge to the top cover or a puncture to the carcass.
A puncture is a point load that carries a similar amount of energy, except this energy is concentrated in a smaller area. Punctures, in most cases, are the result of heavy impact particles with jagged or sharp edges. Impacts and punctures are different, so measuring impact resistance versus puncture resistance is a completely different process. According to the NIBA – The Belting Association, there is no standard method for measuring impacts, and there is no single impact-resistant test that is universally accepted.
Puncture resistance can be measured using accepted standard test methods. These tests allow belting manufacturers and experts to determine how much force is needed to puncture a belt carcass. The data can be used to provide insight into the required level of cut and gouge (impact) resistance needed to sufficiently protect the belt cover (top rubber layer).
When a conveyor belt cannot absorb and dissipate the energy of impacting material effectively, the belt cover will start taking on minor cuts and gouges. These cuts and gouges will begin to spread and worsen as the small fines and debris work their way into the wound. And like sandpaper, they start carving out the affected area. The cover damage will begin to propagate downward until it reaches the reinforced carcass layer (fabric). At that point, without healthy adhesion between the rubber and fabric, the delamination of the belt's top cover and carcass begins to accelerate. Eventually, the top cover will be ripped away from the belt, leaving the reinforcement layer(s) exposed and vulnerable to another puncture from impact.
The belt construction's ability to withstand constant impact without top cover degradation is paramount to belt life. In cases where the impact has caused an immediate puncture to the carcass, it either means the belt's puncture resistance is severely underestimated, or a catastrophic failure has occurred. In these circumstances, the belt properties and conveyor application should be analysed to identify accurate operating requirements.
Lines of Defense in Conveyor Belting
The rubber properties a belt manufacturer designs into the top cover are critical in the defence against impacts on a conveyor belt. Cut and gouge resistance, along with abrasion resistance, are the primary properties to consider if conveying sharp and heavy objects such as crushed rock or gravel.
As noted above, the belt's reinforcement layer(s) must stay intact and protected to keep the belt functioning and the conveyor system operational. Hence, the top cover serves as the first line of defence for resistance against impacts. Its sole purpose is to protect the carcass (reinforcement layers) from direct exposure to falling material and debris. The second line of defence against impacts is the belt carcass's ability to absorb the energy of the impact and dissipate it without incurring damage.

Traditional Methods of Impact Resistance
Defence against impacts and top cover degradation is often overlooked and underestimated. Combining conveyor system technology with conveyor belting technology can produce remarkable results for belt longevity. This theory is not a new concept in the industry, but there are different (and new) methods for how – and how well – impact resistance can be achieved.
Conveyor systems can be comprised of numerous conveyor types, and each type may require a belt that has specific properties to realise its highest level of performance, efficiency, and longevity. For example, if the impact zone on the conveyor system is running over a solid pan, modifications will need to be made for the conveyor belt to deflect under impact to reduce puncture probability. If the impact zone is running over impact rollers, proper roller distance will be necessary to ensure the belt has sufficient space to deflect under heavy impacts. In either case, sufficient belt deflection is needed for the belt to flex under load for the energy sustained from the impact to be dissipated across the belt carcass and not directed into the top rubber cover.
Traditionally, impact-resistant belting is produced with modified fabrics and fabric weaves to create a belt carcass that is impervious to impacts. Nylon is an option that can be introduced into the carcass to add a level of elasticity, and the modified threads and weaves help to withstand extreme impact and pulling forces. However, at this time, industry sources indicate nylon yarn availability has been sporadic this year, and current market demand is outstripping the supply with prices at an all-time high.
Straight warp and triple weave fabric designs are the current industry standards when it comes to impact-resistant belting. Both designs centre around specific fabric types and specialised fabric weaves. The straight warp fabric offers larger diameter straight yarns in the warp and the weft direction to increase breaking strength and limit elongation to battle impacts. The triple weave offers specially designed crimped warp yarns that straighten on impact and then recover their original shape absorbing impacts and dissipating energy.
Tradeoff Costs of Traditional Methods of Impact Resistance
Due to the increased size of the yarns in the straight warp design, increased stiffness and lower flexibility become the tradeoff for higher breaking strength and lower elongation. This is a compromise that could be detrimental in applications that require belt troughing and smaller pulley diameters. Even single ply straight warp designs have their limitations.
The flexibility of the triple weave design yields little advantage when operating on a conveyor that is running over a pan or solid surface. The specially designed crimped warp yarns would have little to no effect in dissipating energy from impacts without room for the belt to deflect. Even in applications where there would be sufficient room for belt deflection, the nylon inputs in the belt are inherently weaker than polyester inputs used in other conveyor belt constructions.
Operators want the best of both worlds between the higher tear properties of straight warp designs and the improved flexibility of the triple weave to achieve the most optimal levels of performance, efficiency, and longevity. A closer look at each conveyor application, in most cases, is needed to understand what type of belt and belt properties are going to be required. Referencing NIBA Technical Note #10, "The best indication of appropriate conveyor belt impact resistance is success in the application involved. There is no laboratory test that will duplicate all the specific conditions involved in a given end-use application. Success of a given belt construction in a given application should be highly indicative of the success of a replacement belt of similar construction."
For example, if a conveyor has a relatively short run while handling constant drop loads, it would be ideal to increase the cover thickness (more cycles = more cover abrasion), in addition to increasing the puncture and tear properties of the belt carcass to improve its ability to withstand impacts. Tensile rating, in this example, is not a critical property due to the lighter loads this conveyor would handle. Keeping in mind, tensile rating doesn't necessarily correlate to puncture and/or tear resistance.
New Approach to Old Problems – Impact Absorption Layer
Conveyor systems can vary in design, style, and function, leaving it difficult for operators, maintenance teams, plant managers and other decision-makers to ensure they're using the most optimal product for lasting performance and sustained revenues. To achieve effective impact-resistant properties in universal applications, conveyor belting manufacturers are looking at new ways to approach old problems.
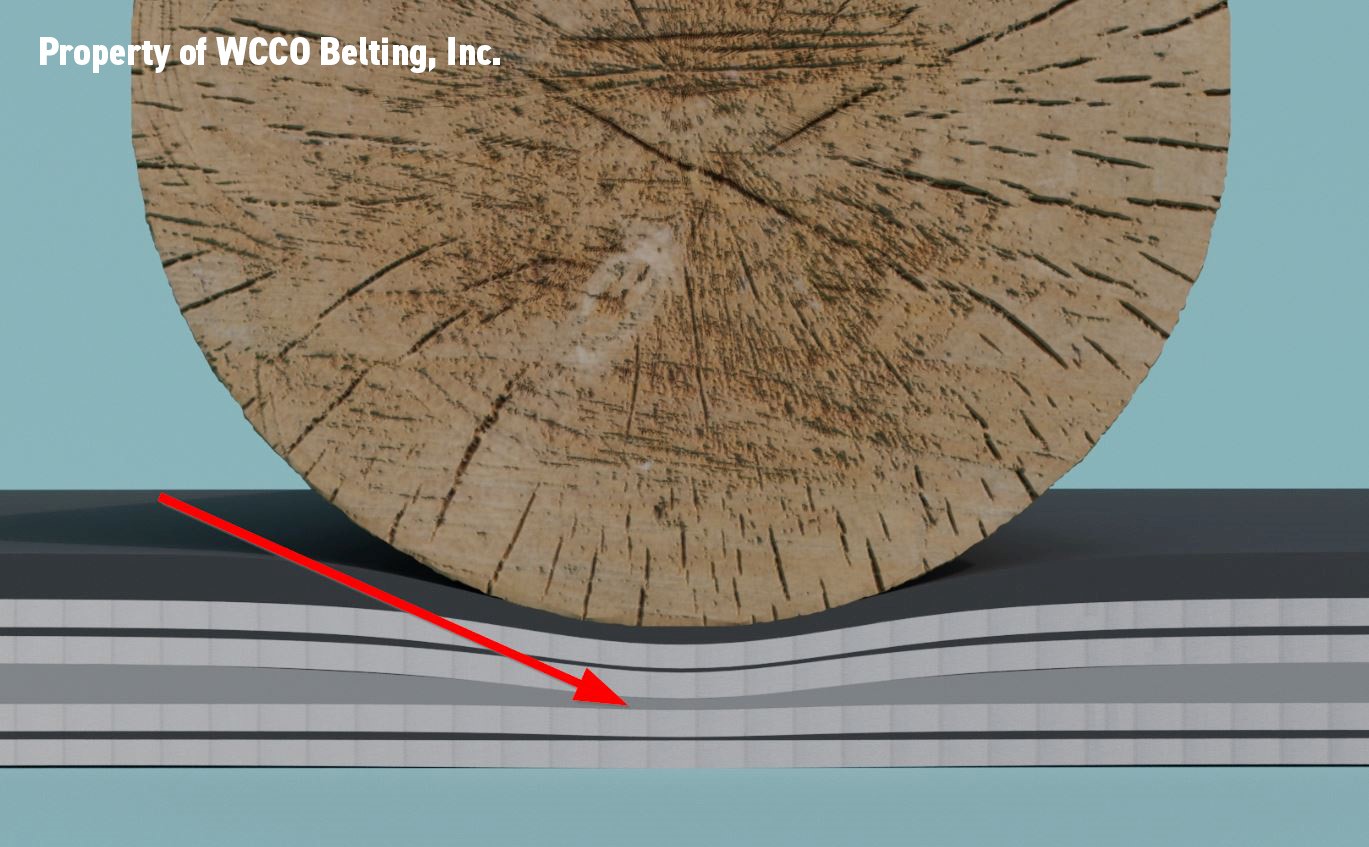
One such approach is creating an impact absorption layer built inside the belt carcass that can compress on impact and absorb and dissipate energy across the belt, away from the top cover and carcass. This technology is not limited to conveyor type or application and can be suited to fit most industries. Meaning, it takes away the guesswork and frustration of picking the right belt for working on a solid pan, rollers, etc., because you're no longer relying on the conveyor system to provide the defection.
When there is impact force, the absorption layer aids the conveyor belt's top rubber cover – the first line of defence – by dispersing the energy across the belt to reduce the risk of cover damage. Because as soon as a cut or gouge appears, the destruction will continue, propagating downward, until it reaches the reinforced carcass and delamination occurs, leaving the belt in its most vulnerable state. This new method for achieving impact resistance drives belt performance, efficiency, and longevity by decreasing typical wear and tear and further eliminating the need for modified and/or speciality fabrics.
A helpful analogy is the suspension system in a vehicle. The absorption layer in the belt acts like a shock in the suspension system of a car, absorbing the shock from the road. If the car didn't have any suspension and a tire hits a sharp object, there is a higher likelihood of the tire puncturing since it wouldn't have the ability to move and dissipate the energy to soften the impact.
Impact resistance is critical to belt performance, efficiency, and longevity. No rule states it can only be achieved with modified fabrics and carcass strength, especially when both can come at the decline of other belt properties the conveyor system requires to operate cost-effectively. The new approach of combining an impact absorption layer with a high cut and gouge resistant top rubber cover creates a universal solution to heavy impact applications across various conveyor system configurations. In short, a cushion built into the conveyor belt can also cushion the bottom line.
Mike Schroeder is a product specialist with WCCO Belting, a leading supplier of custom rubber belting products used worldwide. To learn more about WCCO Belting, visit www.wccobelt.com
, of WCCO Belting, says that a good conveyor belt supplier will look to define the factors or features of the conveyor system that will impact the performance of the conveyor belt")



 EVO impresses with a feed capacity of up to 350 t/h in natural stone and recycling")


