
The trusted supplier of bulk and high-quality bagged aggregates to the construction industry, builders' merchants and building retail sectors received the new unit this month.
The mobile bagging system, which includes a GIC5100 vertical form fill and seal packaging machine, will be the third Haith machine in use at the company's four sites in Yorkshire, northern England, and Nottinghamshire, central England, with Aggregates R Us using the other mobile bagger since 2019.

Developed by Haith Group, with GIC, in 2010, in response to customers seeking a cost-effective way of packing on-site without the expense of installing a fixed line, the mobile bagging system, which can operate from mains power or a generator, includes several innovative features.
Firstly, the aggregate is loaded into a 20-tonne feed hopper with specially designed twin remote mounted vibratory side panels that transmit all the vibratory energy into the material and not the hopper's walls.
A 600mm-wide heavy-duty conveyor fitted with Haith's unique quick-adjust skirting clamp system sits under the feed hopper. Haith has designed the hopper and conveyor system to be off-loaded from transport and erected by forklift truck without the need for a crane.
The feed conveyor delivers the material into the mobile bagging system through a hole in the roof. The aggregate is fed into a metering conveyor with level control to automatically control the feed conveyor.
A lined transfer chute underneath the metering conveyor directs the aggregates into a GIC5100 vertical form fill and seal packaging machine.
The latest version of the GIC5100 incorporates the latest Allen Bradley servo drives and controller, SMC pneumatic components and an improved design for mechanical robustness. GIC has also redesigned the jaw motion and added twin servo transport belts for improved jaw and film control.
The GIC5100 is equipped with a thermal printer, so bags ranging from 5 to 40kg can be date stamped or barcoded as needed.
The packed bags of aggregates are transferred from the GIC by an inclined conveyor, which elevates the packs and feeds them onto a declined square roller conveyor that joggles the aggregate in the bags, levelling the material inside them.
Once full, the bags are transferred onto a flattener conveyor with an adjustable twin roll bag press that can be set to push the aggregate into the bag's full envelope, which produces a very square pallet pack.
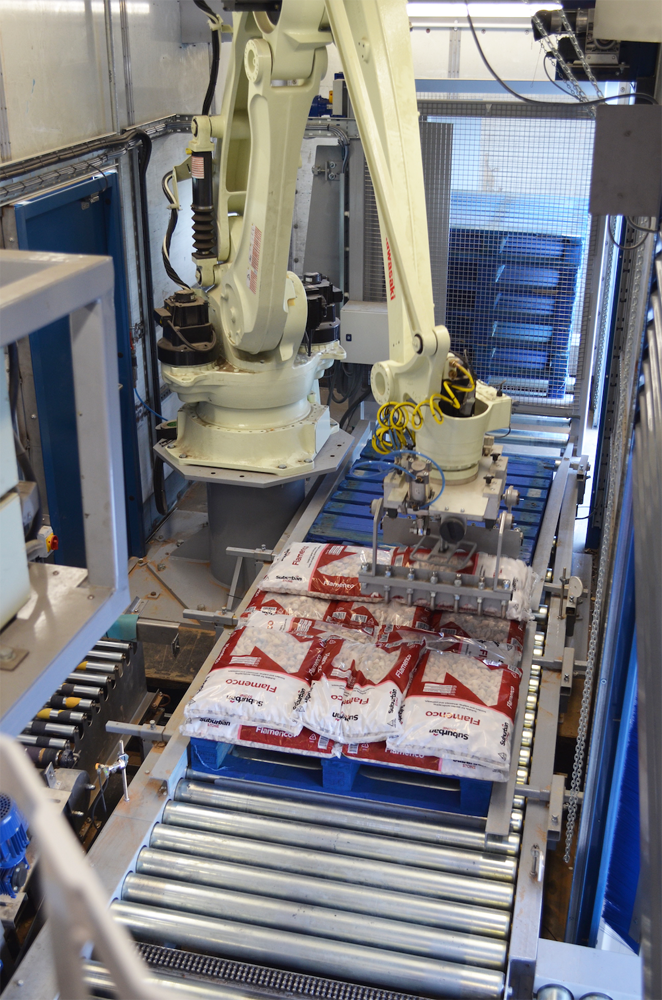
Bags move from the flattener conveyor onto a pick-up roller conveyor fitted with a load cell weigh system that controls the metering conveyor run time or volume delivered into each bag. The weigh system can be set with upper and lower bag tolerance weights. Should a bag be under or overweight, a Kawasaki CP180 robot will pick the bag off the pick-up table and wait for the operator to accept or reject it. Haith has also incorporated spill sensors mounted along the conveyor system to prevent split bags from being placed on the pallet. All rejected bags are placed on the floor in front of the robot for removal.
The final stage of the process sees the empty pallets being fed one at a time from an automatic pallet magazine onto a powered roller conveyor and transferred into the stacking cell. The full pallets are transferred out of the stacking cell and onto a 90-degree transfer table which moves the full pallets out of the trailer and onto an accumulation roller conveyor for removal by forklift truck.
Keaton Gibbs, production director at Aggregates R Us, says the new machine is needed to cope with the increased demand for decorative stone as more people look to improve their gardens during the pandemic. "I think as people have been on furlough or increasingly working from home, they have had more time to consider how they can improve their gardens and driveways. We have seen a considerable rise in orders over the last six months, which has led us to invest in this new machine as we need to get more aggregate bagged up and out to our customers.
"We worked with Haith Group before, and because the first system they supplied has done such a good job of upping production for us, we had no hesitation in ordering a second bagging system from them."
Aggregates R Us produces, supplies and delivers an extensive range of aggregates, including gravel and granite chippings, slate, cobbles and pebbles and decorative glass, all of which is packed on site.
"Having the ability to transport the bagging system from site to site is essential to our operation," adds Keaton. "Another advantage of the Haith and GIC system is that it is easy to change the weight of the packs depending on the type of aggregate being bagged. Overall, it is a very efficient and reliable system."






 EVO impresses with a feed capacity of up to 350 t/h in natural stone and recycling")


