Due to the economic challenges of alternative solutions, quarrying and construction equipment will continue to rely on diesel for some time yet. Today, only diesel power can match intense duty cycles with a combination of energy efficiency, work capability, flexibility, reliability, durability and economical operation.
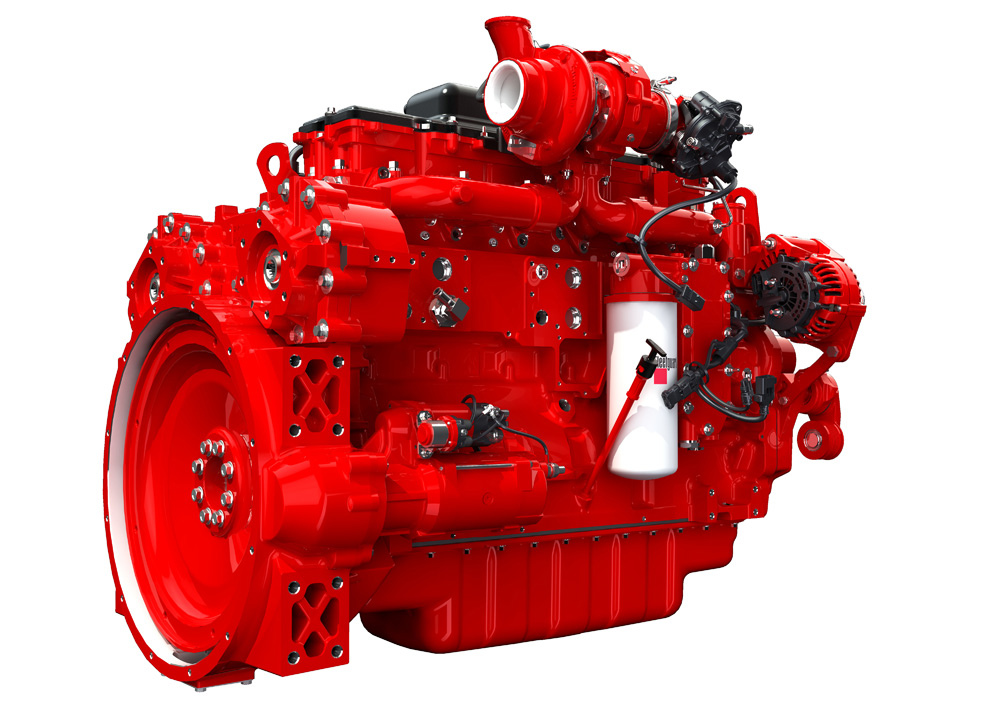
With a continued emphasis on diesel power throughout the sector, Cummins has pushed the evolution of diesel technology with its ultra-clean Stage V engines – Performance Series. This range delivers on average 10% more power and 20% more torque across the 75-321kW range when compared to Stage IV predecessors. These engines are smaller, lighter and simpler than ever before, emitting near-zero NOx and particulate matter (PM) emissions levels using innovative after-treatment technology.
The latest four-cylinder B4.5 Performance Series engine powers Hydrema’s innovative 912G articulated dump truck. The high power-to-weight ratio of the B4.5 enables the truck to operate on steep gradients and in challenging conditions, with its compact configuration allowing ease of access when being serviced.

Hyundai’s new 20-tonne excavator is also powered by the B4.5 Performance Series. The HX210A delivers more than 10 per cent higher power and nearly 20% more torque compared to previous machines, all while using less fuel.
The popular B6.7 Performance Series engine is used in key installations for the quarrying industry such as excavators and wheeled loaders. Producing over 30% more torque than its predecessor and 5% more power, the B6.7 has enabled OEMs (original equipment manufacturers) to replace engines of higher displacement, reducing costs with no impact on productivity.
Wheeled loaders from JCB and Hyundai are some of the many machines that use the B6.7 engine across the sector. For example, the Cummins-powered JCB 456 has increased power compared to the previous model and is also more efficient. For Hyundai, the B6.7-powered HL955A has higher torque at low rpm for improved productivity, with lower fuel consumption and servicing costs.
Building on the strength of the performance series, Cummins has looked to increase further the capability of its engines with power unit packaging and the addition of new rear-engine power take-offs (REPTO).
Cummins’ power units are available from 75 – 503kW and come as a single, complete and ready-made package. This comprises an engine, exhaust after-treatment system, radiator and cooling system, plus auxiliaries such as mounting feet, hoses and an air cleaner. More than 60% of the content is pre-approved, making the machine integration process simpler and quicker.
The dual REPTO technology is currently available with B6.7 and L9 engines (pictured above) and power units, and complements their standard PTO capability used for items such as hydraulic pumps. Fitted with the dual REPTO, the L9 will have a total drive capability of 560Nm, making the engine capable of driving additional pumping capability. Integrated into the flywheel housing, the system is compact and has a minimal impact on engine packaging. The added weight is approximately 100kg.
Equipment manufacturers will be able to efficiently drive more from the engine without the need for additional add-on systems. Powering hydraulic pumps for machine functions such as steering systems to fans reduces installation costs and complexity, for a more integrated solution.
An example of this can be found in the Anaconda J12 Jaw crusher, using a Cummins L9 Performance Series engine with dual REPTO. It is a reliable and economical solution, capable of working in the harshest crushing conditions.

Whilst diesel remains a firm focus, Cummins continues to invest in alternative power solutions such as hybrid, fully electric and hydrogen fuel cells. The aim is to develop the expertise to provide the most appropriate power source for the customers’ needs.
Cummins engines are capable of running in a range of hybrid configurations; mild, parallel and series. The right solution depends on the machine type and its duty cycle. All configurations will drive reductions in running costs and emissions. For widespread adoption, the savings made need to cover the additional cost of the chosen hybrid technology.
For full electric requirements, Cummins has acquired technology companies Brammo, JMBS and EDI. This has led to industrial projects with OEMs such as Hyundai and XCMG. Working collaboratively, Cummins has developed power for 3.5-tonne electric excavators using eight Cummins battery modules connected in a series configuration producing total energy of 35kWh.
Recently, Cummins has invested in hydrogen fuel-cell technology with Hydrogenics, Loop energy and NPROXX. This is to grow the company’s capabilities in fuel-cell and hydrogen production, storage and transport. The fuel-cell technology is currently being tested in trucks and rail applications and will likely be brought into off-highway use once it is sustainable and cost-effective.
The growth in potential power solutions means that digital technologies become an important tool to manage fleets of equipment on construction sites. Cummins has developed connected solutions to support its latest and future generations of power. From remote equipment diagnostics, calibrations to power generation and electrified charging support, Cummins connected technologies enable real-time digital applications to keep customers operating at peak performance with less downtime and more streamlined services.
On a fitted power unit, Cummins Connected Diagnostics provides fault alert notifications, including issue descriptions and service recommendations, as well as live monitoring through an accessible web portal, mobile app and via email alerts. Any issues which arise can be managed in the most efficient manner to maximise machine availability and minimise unplanned costs for the site manager.
Cummins can also now use Connected Software Updates to offer over-the-air programming, ensuring the longevity and flexibility of engines anywhere in the world in real time. This software enables remote engine control module calibrations to be quickly installed with new software releases.
In addition to latest Stage V JCB engines incorporated in its own machines – such as the 4.8-litre variant used in the JCB TM420 telescopic wheeled loader which is designed for concrete batching plants in the aggregates sector - its range of OEM Mobile- and IPU-variant engines are also well suited to a number of quarrying applications. Existing JCB OEM customers already supply the quarrying market with products such as dewatering pumps, drill rigs and crushing and screening equipment – all powered by JCB Power Systems engines.
The IPU versions are perfect for quarrying applications due to the high-power density of the engines, with their robust design withstanding the environmental factors that are seen in these applications – such as dust and vibration. JCB Power Systems can also offer tailored, complete installation solutions, reducing the engineering demand on OEMs. These include fully mounted and integrated after-treatment and wiring harnesses on the lower output models and completely assembled DEF (diesel exhaust fluid) tank modules for engines above 56kW.
Further bespoke options are also in development for the market including “bar and plate” cooling packs which again are protected against dust abrasion which is encountered in this environment. JCB’s air filtration systems have integrated pre-cleaners to aid longer service intervals and are also scavenger-compatible, which can further minimise downtime.

Each unit is supported by a Europe-wide engine distribution network that specialises in engine sales and support, providing a further level of local support to OEMs and customers. JCB Power Systems can also offer an extra level of integration flexibility with the capability of additional components, engine assembly dress modifications and specialist installation design and testing.
The quarrying market is demanding ever more complex installations, operational flexibility and robust engineered solutions and JCB Power Systems works closely with its customers to develop a true partnership. This extends to a full powertrain solution, with ongoing support and goes beyond the typical component sales model. This offering is further bolstered by the JCB Drivetrain division and its range of axles and transmissions - completing a full OEM solution for mobile applications.
Recycling has clear value for the planet, but Rubble Master makes sure it creates value for businesses as well. The Austrian company specialises in impact crushers that turn mobile rubble recycling into a revenue-generating activity for companies of any size. And its latest RM 100GO! and RM 120GO! units, powered by John Deere Tier 4 Final/Stage IV engines, are literally ‘crushing it’ in a myriad of applications — and opening up new opportunities.
Rubble Master has used John Deere engines since 2005. “We’re pioneers in our field and aim to have a global impact; we see these same qualities in John Deere. John Deere has a good reputation and a high-quality product that has proven reliable for us, even in tough applications, for over a decade,” says Gerald Hanisch, Rubble Master CEO.
Originally designing solutions for entry-level crushing, Rubble Master has never stopped developing its product line. But it always combines simplicity and productivity with power and output, comments Heinz Jank, research and development manager. “Our mobile compact crushers offer great weight-to-size ratio and excellent throughput capacity. Yet they can be operated with the touch of a button, without in-depth technical knowledge. Combining reliability, productivity, and efficiency to keep operating costs very low is critical to creating value in the competitive recycling sector.”
The company’s drive for excellence has resulted in some industry surprises. “We demonstrated that a Rubble Master impact crusher can even process hard stone — usually the job of a jaw or cone crusher. And, in certain applications, a single Rubble Master crusher can do the work of two other crushers processing material,” explains Shaun Montgomery, sales manager.
“Customers are astounded by what the RM 100GO! can process, in materials as well as throughput,” Montgomery continues. The RM 100GO! has a throughput of up to 250 tonnes per hour, but weighs only 29 tonnes. This star of the Rubble Master range can crush mineral materials, including construction and demolition (C&D) waste, concrete, asphalt, glass, coal, natural rock, and even reinforced concrete for production of high-quality construction materials. The RM 100GO! is available with a John Deere PowerTech Plus Tier 3/ Stage III A or a 235kW PSS 9.0L Final Tier 4/ Stage IV engine, depending on the customer’s location and application.
Offering outstanding performance, high output, and excellent final aggregate quality, the RM 120GO! has catapulted Rubble Master into a new league. “Customers asked for a bigger version of our crushers to compete with other heavier crushers,” says Montgomery. “But of course, we gave it our own spin, designing a unique machine from the first brushstroke to the final design.”

The flagship of the company, the RM 120GO! has an output of up to 350 tonnes per hour. As it weighs only 35 tonnes, it can still be transported on a flatbed trailer. Handling numerous applications, the RM 120GO! has even opened up a new market for Rubble Master: the mining sector.
The RM 120GO! features new solutions, including a release system that ensures an even more homogeneous final aggregate in regular operation and impact plates that enable the operator to switch between recycling and natural stone applications quickly. Customers can choose between a PowerTech Plus 9.0L Tier 3/Stage III A or 286kW PSS 9.0L Final Tier 4/Stage IV engine.
“Our reasons for using the John Deere engines are similar for both the RM 100GO! and RM 120GO!,” concludes Jank. “The dynamics of a crusher require a good engine response to maintain a constant speed at a highly fluctuating load. These engines deliver that.”
Rubble Master sees John Deere engine distributor Hamilton AG in Lauterach as a true, long-term partner. “They always provide us with detailed technical information on the engines and about the Final Tier 4/Stage IV powertrain technology. They show great flexibility in scheduling engine approvals and warranties. We are pleased to work with John Deere and Hamilton AG and are looking forward to a long, mutually beneficial relationship.”
Another Rubble Master innovation is the RM GO! SMART software tool that saves customers downtime and unnecessary costs. Integrating mobile devices such as smartphones and tablets in the infrastructure of Rubble Master impact crushers, the system enables remote maintenance regardless of network coverage. All required machine parameters are displayed, allowing customers to monitor machine performance and carry out troubleshooting routines easily.
Deutz, the German diesel engine maker for the off-highway machine industry, has officially brought a new assembly line on stream at its Cologne site.
On assembly line five, the production processes for Deutz’s successful 2.2, 2.9 and 3.6 engine series now benefit from a new set-up, making them more streamlined and increasing overall capacity. Diesel, gas, and bi-fuel engines will now be assembled in Cologne.
The new production line is located where the 2011 model series used to be made before those operations were moved to Ulm. It has been designed to optimise the flow of materials. Fully automated guided vehicle systems, for example, are used to transport materials directly to the material staging areas at the assembly line. The materials for the workstations are then pre-assembled and moved to the appropriate stations.
The new final assembly line also helps to minimise process risks. A high production rate is achieved thanks to a flowing system, enabling work to take place at more than 70 assembly stations where the pre-assembled components and modules are put together. Another priority for the assembly was an end-to-end quality concept, which includes the monitoring of all threaded connection processes, the use of cameras to document critical assembly steps, and support from collaborative robots for individual processes.
The engines are subsequently checked using a cold test that is integrated into the value stream. The introduction of cold testing for engines with a capacity of fewer than four litres brings lasting reductions in busy machine time and fuel consumption at the plant.
Virtual simulation of the processes and movements enabled the production processes to be optimised for employees too, taking particular account of ergonomics and health & safety aspects.
“We are delighted to have brought on stream our new ultra-modern assembly line at our Cologne site. The process-driven design of the line will enable us to use our internal resources even more efficiently and therefore to considerably increase our performance,” says Deutz CEO, Dr Frank Hiller.
Swedish off-highway machine engine giant Volvo Penta is highlighting how quarry fleet operators’ engine choices, and how they are used, have a big impact on machine uptime. As such, the manufacturer is suggesting five ways to maximise engine productivity and efficiency.
1. Finding the right size
When it comes to industrial engines, the right size very much depends on the application you’re working in. An engine that’s too small will result in average loads that are too high, and you’ll struggle to perform the equipment’s intended tasks. This will lead to increased wear on the engine and its components. However, if it’s too big, the equipment won’t run efficiently. That’s why it’s crucial to work with your engine manufacturer to find the right size for your application and usage to maximise uptime. At Volvo Penta, we work with our customers to perform simulations on factors such as speed and torque trace, and calculate an accurate description of how the engine should be sized for its workload.
2. The engine after-treatment system can make all the difference
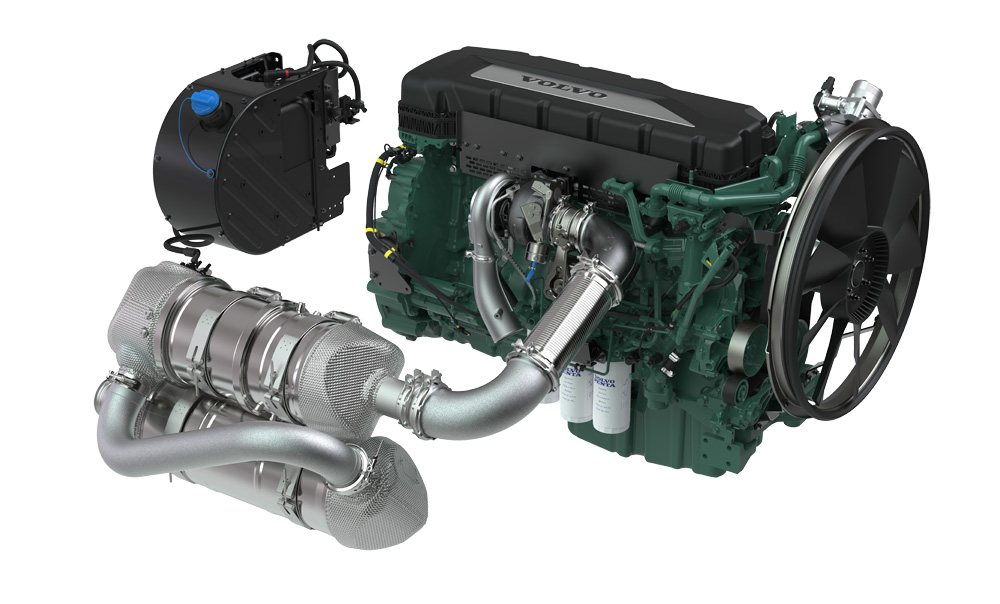
Stage V emission legislation requires off-road engines up to 560 kW to have a diesel particulate filter (DPF) which captures and stores soot. Active regeneration – the process of burning off this soot – can cause significant downtime as it requires the engine to stop. This can be minimised by choosing the right diesel engine and exhaust after-treatment system (EATS) concept to suit your specific needs.
The intervals between regenerations can vary greatly between engine manufacturers and their EATS concepts. At Volvo Penta, we have a “Regeneration Zero” vision, which means that we’ve minimised the need for active regeneration as much as possible by maximising the use of passive regeneration. Here, the soot accumulated in the DPF is burned off during normal machine operation, without the need for frequent active standstill regeneration. Through an optimised engine and EATS that work seamlessly together, we’ve increased uptime to keep customers’ machines operational and profitable.
3. Get the right support when you need it
If something goes wrong, getting aftermarket support quickly is crucial to reducing downtime. Choosing an engine supplier that works with competent service providers who have the right spare parts at hand and can reach you quickly is vital. Things to discuss with your engine manufacturer include dealership coverage areas, call-out service, product registration, service agreements and oil analysis.
4. Training operators to ensure correct usage
Operating your engine with maximum efficiency is key for longevity and uptime. Pushing the engine too hard and operating at too high RPM (revolutions per minute) can result in increased wear on components and higher fuel consumption. That’s why it’s important to train operators, so they know the ideal RPM and engine loads for their application. This prevents downtime, and the cost savings will quickly repay the investment.
5. Using connectivity to improve uptime. Connectivity can increase uptime.
Engines and components can generate vast amounts of data that can be used to analyse performance and report active or predicted faults. The data transmitted will also help to identify inefficiencies and will allow technicians to assess and diagnose an engine fault before going out to service it. Connectivity is already showing huge potential for improving uptime and will continue to grow in the coming years as suppliers, OEMs, technicians and operators are exploring how data can be used to establish new ways of working.






 EVO impresses with a feed capacity of up to 350 t/h in natural stone and recycling")


